
Today on the market of pipeline fittings a significant segment is occupied by flanges used for connection of pipes. Despite the fact that Russian companies are leaders of this market, they often use outdated technologies. The scientists from South Ural State University are working on expanding technological possibilities of processes of hot die forging to make them more cost-effective.
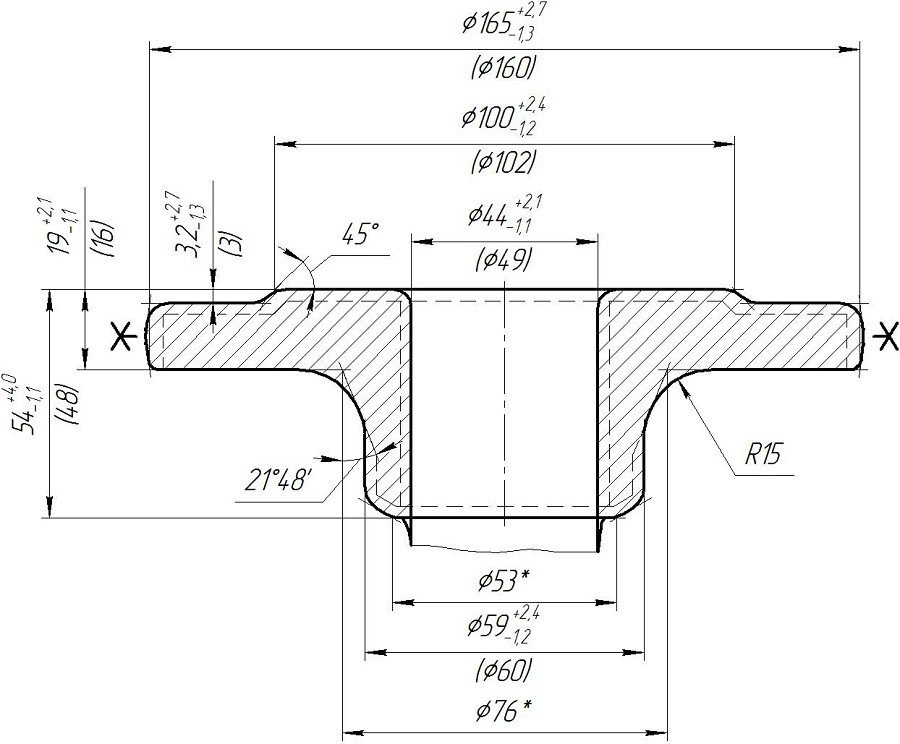
Weldneck Flanges for Pipelines
A project by a Master’s Degree student of the SUSU Polytechnic Institute Sergey Strugov on Development of Low-waste Draftless Hot Die Forging of Weldneck Flanges Based on Combined Strain Pattern of Extrusion Expansion aims at improving the technology with minimum upgrade of the production.
Weldneck flanges are universal fittings for connecting pipeline elements. Such flanges are used for medium- and high-pressure pipelines. Connections using weldneck flanges are the most durable ones and are easy to assemble.
“The most popular way of weldneck flanges manufacturing is hot die forging. However, part of metal is used for overlapping which is completely removed during mechanical treatment. To save on metal, we have suggested a method of draftless forging which allows to solve the problem of overlapping and improve forging quality,” Sergey Strugov explains the essence of the method.
Improved Die Forging Process
Forging manufacturing by means of die forging is a process that requires significant power consumption and high strain force; however, the weldneck flanges manufactured this way cost less and are of better quality as compared to the molded ones. That is why if a pipeline is designed for high pressures, it would be more reliable to install weldneck flanges on this pipeline.
“We are improving the die forging method. Our technology is based on the low-waste draftless die forging technology, but features a number of alterations giving qualitative improvement to it,” explains Sergey Strugov. “First, plastic strain zone of a flange hub is localized. This reduces tension stress in the flange hub. Second, the sequence of operations is changed.”
Classical hot die forging implies drafts and overlapping on surfaces. The essence of the method suggested by Sergey Strugov is that initially drop forging (forging) is performed somewhat lower than the required height, and after that it is trimmed at a sharing press. As a result of trimming combined with the “expansion-extrusion” process the draft is extruded to the required height, and the aperture becomes straight. Such improvement of the technology is very cost-efficient since reduces metal consumption considerably.
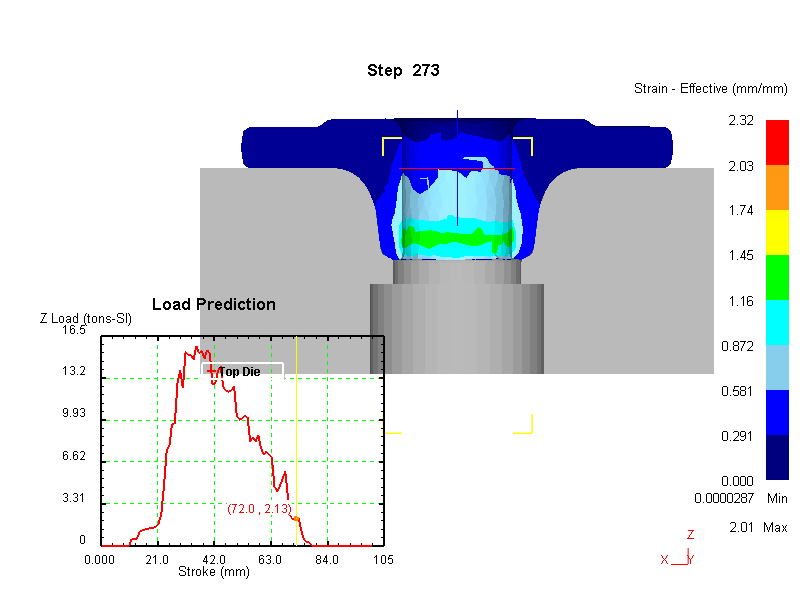
Mathematical Model and Laboratory Testing
Die tooling was engineered by the SUSU scientists for laboratory projects and was already tested in laboratory. It is planned to assess power and kinematic parameters of the operation, compare data obtained in the course of the experiment with theoretical data.
“We have already developed a mathematical model of the process using a method of Andrey Lvovich Vorontsov, Professor of Bauman Moscow State Technical University, with whom we are communicating. Further on, we will develop recommendations on how to eliminate defects of the process and, of course, on industrial implementation of this technology,” shares the SUSU Master’s student.
The project by Sergey Strugov under guidance by Vasily Ivanov, Deputy Dean of the Faculty of Material Science and Metallurgical Technologies, became one of the winners of Forward to Discoveries contest held at SUSU under Project 5-100, as well as of such contests as UMNIK and Praise to Men of Labour. The results of the research have already excited interest of such big industrial enterprises of Chelyabinsk as Chelyabinsk Forge-and-Press Plant and Chelyabinsk Tractor Plant.
